خرطومی فلزی یک شیلنگ راه راه با دیواره نازک است که ساختاری موجدار در سطح خود دارد که به عنوان عامل افزایش مقاومت، انعطاف پذیری و تحمل کننده فشار عمل میکند و در آن شیلنگ به نحوی بافته میشود تا نیروی طولی ناشی از فشار داخلی را جذب کند، تکیهای شعاعی برای شلنگ و اتصالات باشد، محافطی مکانیکی در برابر محیط اطراف و نفوذ رطوبت و گازهای مضر باشد و موجب افزایش پایداری شیمیایی گردد.
محدوده قطرهای اسمی خرطومی فلزی به صورت استاندارد بین 4 تا 300 میلی متر است ولی قطرهای بزرگتر نیز قابل تولیداند. فشارهای عملیاتی مجاز برای ابعاد کوچک آنها، برای 4 برابر فشار ایمن تا ترک برداشتن تا 300 بار کافی است. مقاومت فشار ابعاد بزرگتر به دلایل فنی کمتر است. حداکثر مقاومت دما برای شیلنگهای فولادی ضد زنگ بسته به بار فشاری تقریبا برابر 550 درجه سانتیگراد است و مقادیر بالاتر با به کارگیری مواد اولیه دیگر امکان پذیر است. شیلنگهای راه راه فولادی ضد زنگ در محدوده دمای پایین تا -270 درجه سانتی گراد قابل استفادهاست.
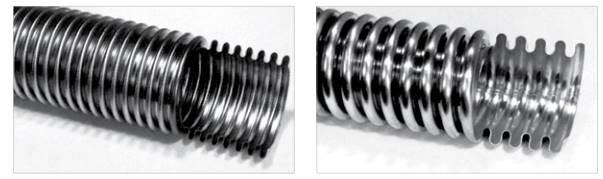
شیلنگ راه راه حلقوی: این نوع شیلنگ دارای تعداد زیادی راه راه موازی با فاصلههای مساوی است که صفحه اصلی آنها عمود بر محور شلنگ با راه راه حلزونی است. (شکل سمت چپ)
شلنگ با راه راه مارپیچ: این نوع شلنگ عمدتاً دارای مارپیچ راست دست با گام ثابت در تمام طول لوله هستند (شکل سمت راست).
شیلنگ راه راه حلقوی (چپ) و شیلنگ های راه راه مارپیچی (راست)
شیلنگهای راه راه حلقوی از نظر فنی نسبت به شیلنگهای راه راه مارپیچ برتر هستند؛ زیرا جهت پروفایل آنها عمود بر محور شیلنگ است که باعث ایجاد رابط اتصالات بدون مزاحمتی را میکند و در نتیجه پایداری فرآیند را در هنگام مونتاژ و سرویس افزایش می دهد. علاوه بر این، شیلنگهای راه راه حلقوی با افزایش فشار یا شوکهای فشار، بارهای پیچشی را ایجاد نمیکند. بنابراین، امروزه شیلنگهای راه راه حلقوی معمولاً ترجیح داده میشوند. هنگامی که خرطومیهای فلزی به درستی پیکربندی شوند، اجزای محکم و تقریباً بدون تعمیر و نگهداری با درجه ی بالایی از ایمنی عملیاتی و عمر طولانی را دارا خواهند بود.
خاصیت ارتجاعی خرطومی
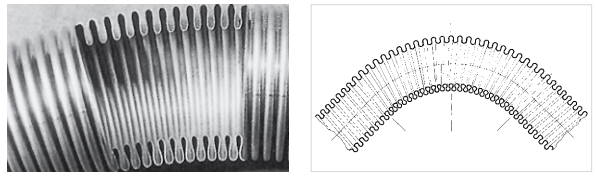
رفتار ارتجاعی مقطع راه راه، انعطاف پذیری خرطومی را تعیین می کند. شکل زیر نشان می دهد که راه راه ها روی منحنی بیرونی آن کشیده شدهاند، در حالی که در منحنی داخلی فشرده می شوند. انعطاف پذیری و مقاومت فشاری خرطومی فلزی توسط شکل راه راه تعیین میگردد؛ به نحوی که انعطاف پذیری با افزایش ارتفاع پروفایل و کاهش گام افزایش مییابد و در عین حال مقاومت فشار کاهش می یابد. همچنین کاهش ضخامت لایه باعث افزایش انعطاف پذیری و کاهش استحکام فشار می شود.
خط خمشی شیلنگ راه راه در مدل بریده شده (چپ) و در شماتیک (راست)
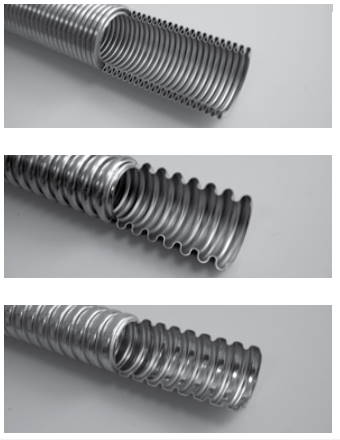
به عنوان مثال، اگر در لوله کشی فقط به یک خم شدن شیلنگ نیاز باشد، می توان از پروفایل های نیمه انعطاف پذیر و صاف، استفاده کرد شکل زیر، ردیف سوم نمونه ای از چنین شیلنگی را نشان میدهد. این شیلنگها به دلیل استفاده حداقلی از مواد، بسیار مقرون به صرفه هستند.
فرایند تولید:
شیلنگهای راه راه به صورت مکانیکی یا هیدرولیکی تولید میشوند. تولید شیلنگ مکانیکی به طور مداوم در یک روش بیپایان انجام میشود. برای تولید، ابتدا نوار فلزی سرد نورد با ضخامت لایه بین 0.1 تا 0.4 میلی متر تشکیل میشود و به یک لوله فولادی ضد زنگ بی پایان جوش داده میشود و سپس پروفایل شیلنگ با چرخاندن ابزارهای موجدار از بیرون به داخل لوله تشکیل میشود. بسته به نوع پروفایل، یک یا چند مرحله شکلگیری مورد نیاز است. شکل مشخصات شیلنگ توسط کانتور و توالی ابزارهای طرح دهی مورد استفاده تعریف شده است.
پس از تشکیل موجها، شیلنگها روی درامها میغلتند و برای ادامهی فرآیند آماده میشوند. برای شیلنگهایی با انعطاف پذیری بسیار بالا با، پروفایل زیر برش مطابق شکل زیر ردیف اول، یک مرحله تولید اضافی در زمان فشرده سازی شلنگ وجود دارد. شیلنگهای فلزی که به صورت مکانیکی تولید میشوند عموما شیلنگ های تک لایه هستند. لذا با استفاده از این روش میتوان شلنگ های چند لایه تولید کرد. مهمترین مواد مورد استفاده در تولید این شیلنگها فولادهای زنگ نزن آستنیتی و برنزی هستند و آلیاژهای مبتنی بر نیکل کمتر مورد استفاده قرار می گیرند.
1)پروفایل شیلنگ باریک راه راه 2) پروفایل شیلنگ مقاوم در برابر فشار با راه راه پهن 3) پروفایل شلنگ انعطاف پذیر نیمه انعطاف پذیر با ارتفاع راه راه کم
بافتههای شلنگ:
بافتههای شیلنگ، انبساط شیلنگ راه راه را در تحت فشار داخلی در جهت محوری محدود می کند و این باعث افزایش مقاومت شیلنگ ها در برابر فشار داخلی با بیش از یک مرتبه بزرگی میشود. علاوه بر این، شیلنگها راهراه بافته شده میتوانند نیروهای کششی را در جهت محوری منتقل کنند.
شیلنگ های نواری:
شیلنگ های نواری در یک فرآیند پیوسته با پروفایلسازی و پیچش مارپیچ یک نوار فلزی نورد سرد روی یک قالب انجام میگیرد. شیلنگ های نواری نیز میتوانند از مواد فریتی به دلیل درجهی پایین تغییر شکل ساخته شوند. مواد رایج مورد استفاده فولاد روکش روی، فولاد ضد زنگ یا برنج، در صورت لزوم با سطح کروم اندود یا نیکل اندود می باشند. از مزایای شیلنگهای نواری مقاومت بالا در برابر کشش و فشار عرضی و همچنین پایداری شیمیایی و حرارتی است.
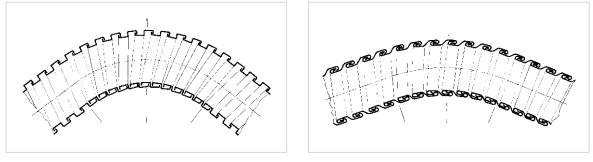
هنگام ساخت شیلنگهای نواری، ابتدا نوار فلزی به یک فرآیند پیوسته چند مرحلهای هدایت میشود. در مرحله بعد، نوار طرح داده شده به صورت مارپیچی به دور قالب پیچیده می شود. در چرخش دوم دور قالب، تا شدگی روی پروفایل صاف می شود تا کویلها مطابق شکل زیر به یکدیگر متصل شوند.
حرکت شلنگ نواری با تنظیم سیم پیچ ها نسبت به یکدیگر برای یک پروفایل درگیر (چپ) و یک پروفایل یکپارچه (راست)
شیلنگ های نواری در طرح مقطع گرد و چند ضلعی موجود هستند و شکل پروفایلهای آنها از پروفایل درهم گیرکردهی ساده تا پروفایل یکپارچه سرسخت را تشکیل میدهد. نمونه هایی از شیلنگ های نواری در شکل های زیر نشان داده شده است.